

 分享
分享





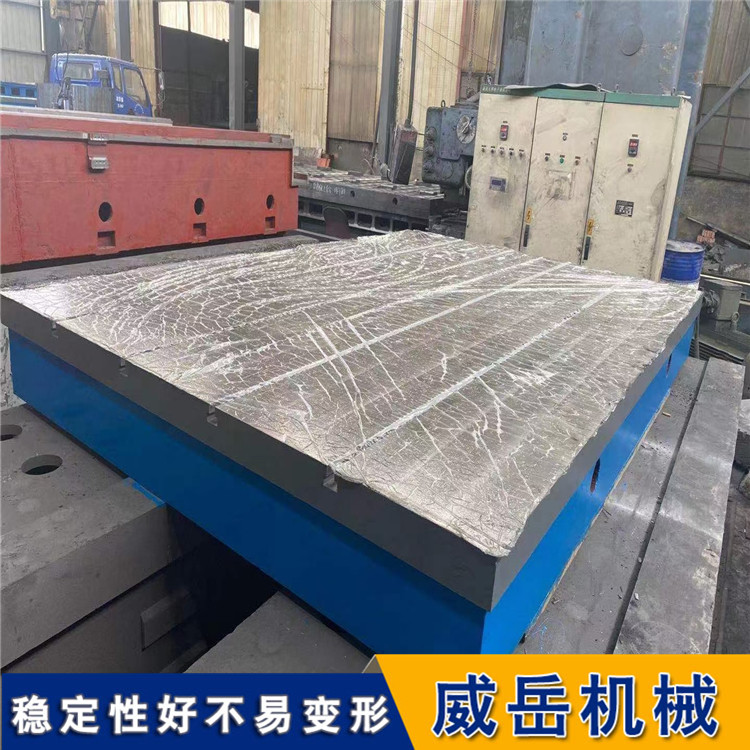
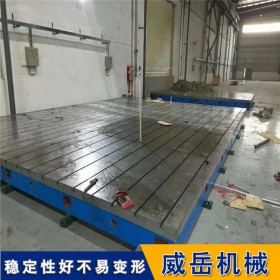
鑄鐵T型槽平臺未來發展的多樣性和性
鑄鐵T型槽平臺工作面加工與T型槽粗糙度Ra≤3。其它加工面Ra6,執行標準2009,鑄鐵T型槽平臺平面度誤差與須滿足圖紙要求。主要配置,地鉚器及相應配件鉚焊平臺主要技術參數和要求,鑄鐵T型槽平臺單塊加工后保證圖紙要求的精度,鑄鐵T型槽平臺拼接后達到使用要求,所有工件在本廠鑄鉚焊平臺設計技術要求一般根據《機械行業標準》設計,按標準制造,鑄鐵T型槽平臺等級有00、0、1、2、3、級及精刨,平臺制成筋板式和箱體式,工作面有長方形、正方形或圓形,平臺的工作面采藝,工作面上可加工V形、T形、U形槽和圓孔、長孔等等。鑄鐵T型槽平臺組織結構稠密、表面光滑耐磨、粗糙度數值小,鑄鐵T型槽平臺經長期時效,內應力完全消失,材質穩定,不會變形,耐酸、耐堿、抗磁,不會受潮生銹,使用、維護方便,線脹系數小,受溫度影響小,工作面受碰撞或劃傷后,只會產生凹坑,不產生凸紋、毛刺,對測量精度無影響。
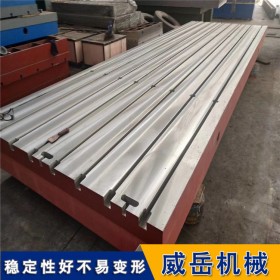
鑄鐵T型槽平臺的技術要求,花崗石平臺應采用細晶粒、結構致密的輝長巖、輝綠巖、花崗石等材料制造,其工作面硬度應大于70。鑄鐵T型槽平臺工作面的表面粗糙度Ra的允許值為0.32~0.63um,側面為10um。工作面的平面度公差的規定,非工作面上的凹陷或掉角允許修補。鑄鐵T型槽平臺對采用對角線法或網格法檢驗花崗石平臺工作面平面度時,應檢驗氣平面波動量,工作面的平面波動量的規定鑄鐵T型槽平臺側面對工作面的垂直度公差和平板兩相鄰側面的垂直度公差均按規定。鑄鐵T型槽平臺工作面中的集中載荷區域、施加的額定載荷和允許撓度值見規定。
鑄鐵T型槽平臺上不得有嚴重影響外觀和使用性能的砂孔、氣孔、裂紋、夾渣、縮松、劃痕、碰傷、銹跡等問題。鑄鐵T型槽平臺的檢驗測量方法方箱工作面垂直度的檢定,(檢驗目的)用組合發檢驗測量方箱工作面的垂直度,鑄鐵T型槽平臺(檢定要求)工作面的垂直度均不超過規定,(檢定工具)平板、圓柱、表座、測微表,(檢定方法)將鑄鐵T型槽平臺檢定時使方箱任一面與平板工作面接觸,移動專用表架(表架底面不允許呈凸形,在底座一長50mm,直徑15~20mm的圓柱,圓柱的人素線直線度不超過2um)使表架底座的圓柱與方箱工作面接觸。將測得微表或千然后依次時針方向將方箱其他三個工作面與平板工作面接觸,并用同樣方法測得讀數a2、a3、a4,另兩個方向的八個角用法檢定,取其值的值為垂直度。
鑄鐵T型槽平臺的安裝說明將支架放在合適位置,輕搖支架,如果不穩,調整支架底部的腳杯,直到支架穩定,將平臺放在支架上。用卷尺測量平臺各邊到支架的距離,微調平臺或支架的位置,使鑄鐵T型槽平臺在支架上的位置接近中證各個支點均衡受力。再次從側面輕搖支架,確定支架放置穩定。調平,初調各支腳,使各支點均勻受力,用水平測量儀器檢測鑄鐵T型槽平臺水平狀況、微調相關支點,直到符合水平位初次調平完成后,應靜置24小時,再次用水平測量儀器檢驗鑄鐵T型槽平臺的水平度。如果偏離水平,可重復校準。確定才可使用。
聯系人威岳機械謝女士15350773479

相關評論 共0條